ETFE滾涂加工技術(shù)
滾涂襯里特點(diǎn)是只適用于形狀較規(guī)則的內(nèi)表面,膜厚可達(dá)2~5mm��,適用于重防腐����,能夠更有效地防止腐蝕性液體和氣體的滲透。
ETFE滾涂基本工藝流程如圖所示

因涂層主要通過(guò)工件由外向里間接傳熱���,而粉末涂層又較厚�����,為利于傳熱��,需堆積密度大���,粒徑大,顆粒形狀近似球形�����,粒徑小于30μm部分少于1%���,以使粉末流動(dòng)性好��,粒徑太大則成型物的表明平滑性不好�,因此優(yōu)選粒徑150~300μm。此外�����,ETFE粉末熔融以后完全依賴(lài)旋轉(zhuǎn)時(shí)自身的質(zhì)量在工件內(nèi)表面均勻流平�����,因此熔融指數(shù)需要盡可能大�,但是熔融指數(shù)太大又會(huì)因分子質(zhì)量下降而導(dǎo)致力學(xué)性能降低,因此優(yōu)選熔融指15~35g/10min�����。
預(yù)熱�����、熔融�、冷卻溫度和時(shí)間條件根據(jù)加工部件���、爐子以及冷卻條件的選擇而改變����。對(duì)于加工襯里厚度為2.3mm的情況,選擇條件如下:
預(yù)熱:250℃���,5min;熔融:288℃����,60min;冷卻:環(huán)境溫度�。
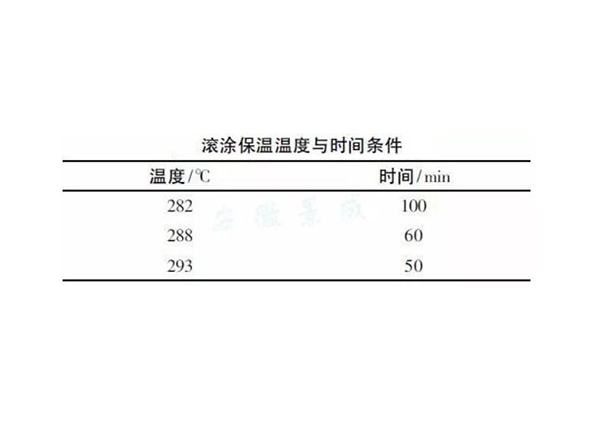
其中熔融溫度可以在一定范圍內(nèi)變化,例如稍微提高溫度��,可以縮短時(shí)間��,降低溫度則需要適當(dāng)延長(zhǎng)時(shí)間�。
ETFE旋轉(zhuǎn)成型采用的主軸和次軸轉(zhuǎn)速與其他傳統(tǒng)聚合物旋轉(zhuǎn)成型相同。箱式部件����、三通、圓柱狀管部件���、膨脹節(jié)等采用主軸8r/min��,次軸9r/min;球體或橢球體采用主軸8r/min����,次軸10r/min。采用上述旋轉(zhuǎn)條件就能將粉末分散均勻并熔融成均一厚度的襯里����。




 微信號(hào)
微信號(hào)